





 X
X
 X
X
МЕТАЛЛОПРОКАТ и МЕТАЛЛОКОНСТРУКЦИИ
Мощь производства. Сила сотрудничества.
_1.jpg)
_1.jpg)


_1.jpg)
_1.jpg)


Получите расчет в день обращения. Отправьте запрос на почту info@atl-met.ru.

8 (495) 374-71-73 |

info@atl-met.ru |

Начнем с основного – требований предъявляемым к закладным деталям.
На представленном листе показаны основные требования к соединениям арматуры и пластин в конструкции закладных деталей. Серия 1.400-15 «Закладные изделия железобетонных конструкций для крепления технологических коммуникаций и устройств».
Из текста технического описания следует:
Следует уточнить, что зенковка отверстий должна строго соответствовать ГОСТ 14098-91.



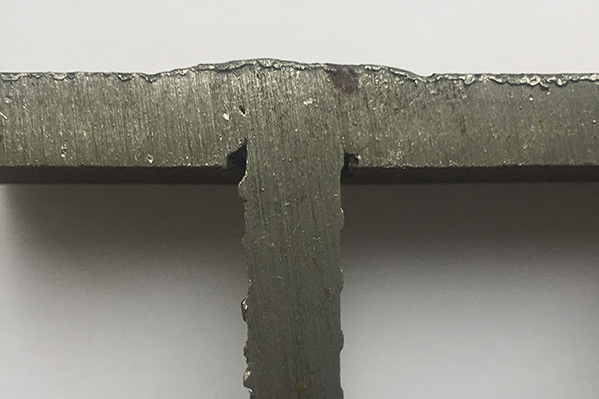
Наши работники строго соблюдают жесткие требования к сварочным работам при изготовлении закладных изделий. В этом легко убедиться, произведя распил закладной детали на ленточной пиле.

На фотографии слева показан спил реальной серийной детали, произведенной на нашем предприятии. Обратите внимание на различия верхнего и нижнего соединения.
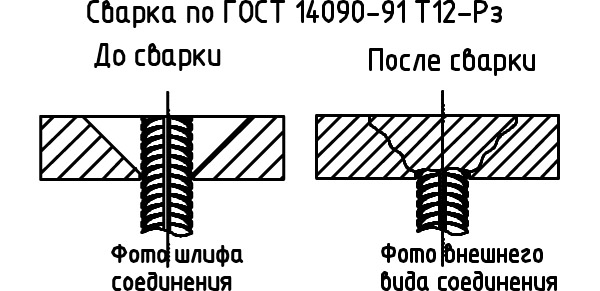
Верхнее соединение выполнено Дуговой ручной сваркой валиковыми швами в раззенкованное отверстие (обозначение на чертеже ГОСТ 14098-91 Т12-Рз).
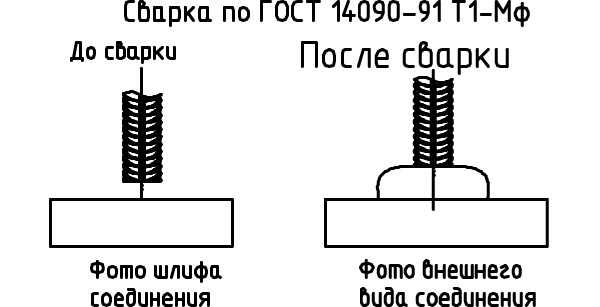
Нижнее соединение выполнено Дуговой механизированной сваркой под флюсом без присадочного материала (обозначение на чертеже ГОСТ 14098-91 Т1-Мф) – основное применяемое соединение стержня к пластине втавр.
К сожалению, многие производители пренебрегают требованиями ГОСТ 14098-91 и осуществляют сварку в неверно раззенкованное отверстие, или вовсе без зенкования. Такие работы строго недопустимы. Это указывается, например, в текстовых требованиях серии 1.400-15. Аналогичные записи существуют и во всех других нормативных документах, связанных с производством закладных изделий.

На фотографии справа показаны детали с ответной пластиной. Особенностью производства таких деталей является возможность сварить с одной стороны по 14098-91 Т1-Мф, а с другой стороны по 14098-91 Т1-Рз. Выполнить сварку с обеих сторон по 14098-91 Т1-Мф невозможно по технологическим причинам.
Сварка по ГОСТ 14098-Т1 Мф осуществляется гораздо быстрее, и как правило занимает пару минут на одно соединение включая все вспомогательные операции. Также, у соединения отмечается большая прочность, в сравнении с швом по 14098-91 Т12-Рз. Шов по 14098-91 Т12-Рз делать намного дольше, т.к. отверстие раззенковывается на всю глубину. Образуется коническая воронка, которую необходимо полостью заполнить сварочным швом. При большой толщине пластины, эта воронка имеет большой объем, поэтому заполнение швом происходит до 10 мин на одно соединение.
Таким образом, можно сделать вывод, что производство деталей используя сварку по ГОСТ 14098-2014 Т1-Мф экономически более эффективен, в сравнении с использованием метода по 14098-91 Т12-Рз. Цены на детали указаны на странице. Уточнить окончательную стоимость за заказ или за тонну можно по телефону.

